1�����、材料與設(shè)備
主要材料:建筑給水薄壁不銹鋼管����、環(huán)壓式連接專用管件
主要機(jī)具:電動或手動切管機(jī)����、環(huán)壓工具等
2、工藝流程
管材�����、管件檢驗→切管→環(huán)壓連接→管道敷設(shè)→試壓沖洗
3�����、管材����、管件檢驗
管材和管件,應(yīng)具有國家認(rèn)可的產(chǎn)品檢驗機(jī)構(gòu)的產(chǎn)品檢測報告和產(chǎn)品出廠質(zhì)量保證書。生活飲用水用的管材和管件,還應(yīng)具有衛(wèi)生部門的認(rèn)可文件管材的壁厚應(yīng)符合設(shè)計要求
4�����、管道切割
1)管材的切割應(yīng)采用電動或手動切管機(jī)。采用砂輪切割或修磨時應(yīng)使用專用砂輪片
2)切管后,管端的內(nèi)外毛刺應(yīng)去除干凈����。
3)管材端面失圓,而無法插入管件時,應(yīng)使用專用整形器將管材斷面整形至可插入管件承口底端為止
4)切口端面應(yīng)平整,無裂紋、毛刺�����、凹凸�����、縮口�����、殘渣等�����。切口端面的傾斜(與管中心軸線垂直度)偏差不應(yīng)大于管材外徑的5%,且不得超過3mm;凹凸誤差不得超過1m�����。
5����、環(huán)壓連接
2)將環(huán)壓模具安裝到鉗頭上,組裝好鉗口和壓塊即可進(jìn)行環(huán)壓連接操作����。在壓接前,每壓接3至5個管件都要在上、下壓塊四角壓齒加少許潤滑油,操作前應(yīng)保持上下環(huán)壓鉗內(nèi)模具清潔�����。
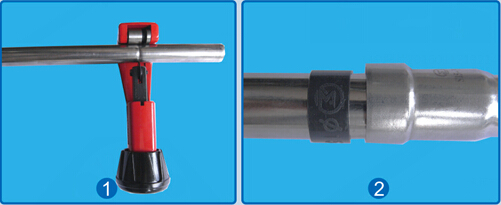
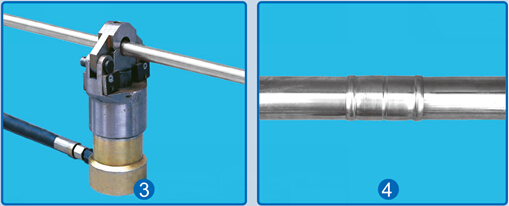
3)除去管材保護(hù)膜,將管材插入管件承口至底端,并用劃線筆沿管件端在管材外壁上劃線,然后抽出管材
4)將密封圈套在管材上;插入管件承口至底端,使管材深度標(biāo)記與管件邊緣對齊,再把密封圈推入管件與管材之間的密封腔內(nèi)�����。應(yīng)將管子垂直插入管件中,不得歪斜,以免0型密封圈被割傷或脫落造成漏水
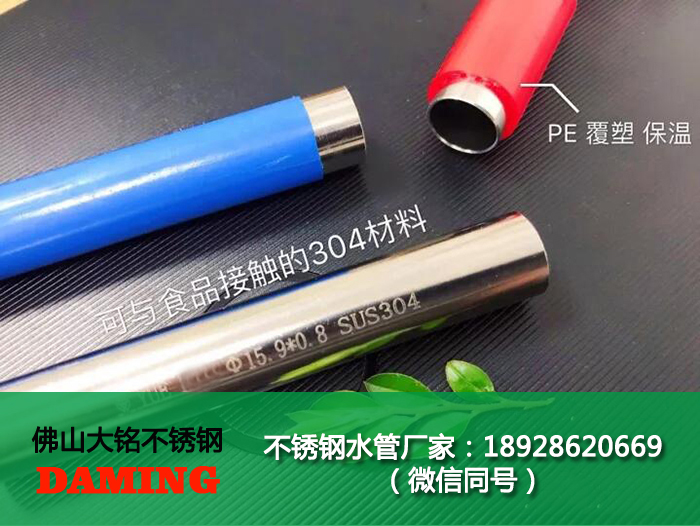
5)管件和管材必須垂直于環(huán)壓模具著色面方可環(huán)壓操作����。環(huán)壓時,操作油泵對環(huán)壓鉗施壓。直至上下環(huán)壓模具完全閉合,穩(wěn)壓3秒鐘后卸壓,環(huán)壓操作完成
6)公稱直徑65-100m的管材與管件的環(huán)壓連接,除按以上述操作外,還須做二次環(huán)壓,二次環(huán)壓時,將環(huán)壓鉗向管材方向平移一個密封帶長度,再進(jìn)行一次環(huán)壓操作
7)當(dāng)與過渡螺紋接頭連接時,應(yīng)在擰緊螺紋后再進(jìn)行一次環(huán)壓
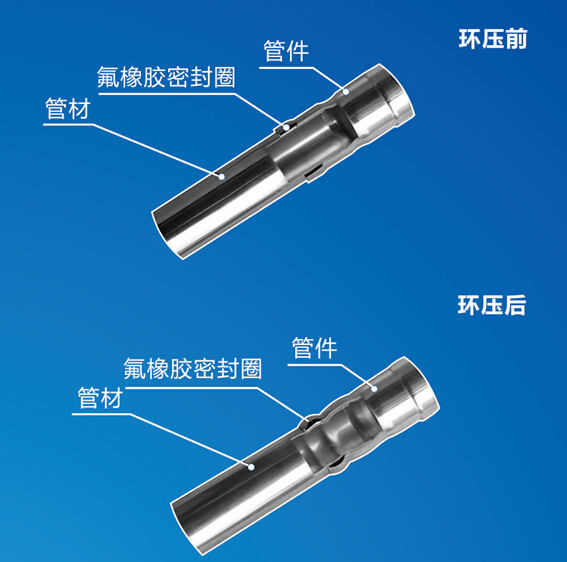
8)環(huán)壓連接操作完成后,其環(huán)壓部位質(zhì)量應(yīng)符合技術(shù)參數(shù)要求,并應(yīng)作如下檢查:密封端壓接部位360°壓痕應(yīng)凹凸均勻;管件端面與管材結(jié)合應(yīng)緊密無間隙;管件端面與管材壓合縫處擠出的密封圈的部分能自然斷掉或簡便地去除;當(dāng)環(huán)壓連接質(zhì)量達(dá)不到要求時,應(yīng)成套更換環(huán)壓鉗模具組件或?qū)⒛>咚托?/span>
6�����、管道敷設(shè)
管道安裝前,宣按要求先設(shè)置管卡�����。管卡的位置應(yīng)準(zhǔn)確,埋設(shè)牢固。管卡與管道接觸應(yīng)緊密,但不得損傷管道表面,宜采用薄壁不銹鋼管的配套專用管卡�����。
采用管件比較多的部位應(yīng)相應(yīng)增加管卡,原則上兩個管卡之間不允許有兩個以上的管件�����。
在連接三通����、彎頭、閥門及各個配水點等受力處,必須采用管卡固定����。
管道敷設(shè)嚴(yán)禁軸向扭曲,穿墻或樓板時不得強(qiáng)制校正
管道嚴(yán)禁攀爬、系安全繩����、擱搭腳手架,用作支撐。
7����、試壓沖洗
管道試壓應(yīng)按照設(shè)計要求及《建筑給水排水及采暖工程施工質(zhì)量驗收規(guī)范》(GB50242-2002)規(guī)定執(zhí)行
水壓試驗前,應(yīng)全面檢查管材�����、閥件、支架是否符合設(shè)計及規(guī)范要求,對試壓管道應(yīng)采取安全有效的固定和保護(hù)措施,接頭部位必須明露����。
試壓合格后,應(yīng)按照設(shè)計及規(guī)范要求進(jìn)行管道沖洗、消毒,沖洗后水質(zhì)應(yīng)符合國家《生活飲用水標(biāo)準(zhǔn)》
8����、質(zhì)量控制
施工中嚴(yán)格遵守國家標(biāo)準(zhǔn)《建筑給水排水與采暖施工質(zhì)量驗收規(guī)范》(GB50242-2002)。
建筑給水薄壁不銹鋼管管道系統(tǒng)應(yīng)全部采用薄壁不銹鋼制管材管件和附件�����。當(dāng)與其他材料的管材�����、管件和附件相連接時,應(yīng)采取防止電化學(xué)腐蝕的措施
切管后,管端的內(nèi)外毛刺應(yīng)去除干凈����。管材端面失圓,而無法插入管件時,應(yīng)使用專用整形器將管材斷面整形至可插入管件承口底端為止。切口端面應(yīng)平整,無裂紋、毛刺�����、凹凸����、縮口、殘渣等�����。切口端面的傾斜(與管中心軸線垂直度)偏差不應(yīng)大于管材外徑的5%,且不得超過3mm;凹凸誤差不得超過1mm
管件和管材必須垂直于環(huán)壓模具著色面方可環(huán)壓操作����。
應(yīng)將管子垂直插入管件中,不得歪斜
9、安全措施
施工前,有針對性的對施工操作人員進(jìn)行安全交底,提高人員安全意識
現(xiàn)場用電需專業(yè)電工接線,其他人員不得私自接線�����。
電動切管機(jī)使用前應(yīng)檢查各系統(tǒng)是否良好,保護(hù)接零安全可靠下班后應(yīng)切斷電源,電源箱應(yīng)上鎖
電動切管機(jī)要按照說明書注意事項進(jìn)行操作
10����、環(huán)保措施
施工前,有針對性的對施工操作人員進(jìn)行環(huán)保培訓(xùn),提高操作人員環(huán)保意識
施工現(xiàn)場要文明施工,廢料及時分類清理,工完場清
相關(guān)產(chǎn)品推薦
 全國熱線:189-3430-4608
全國熱線:189-3430-4608





 中國人保財險承保
中國人保財險承保
 CABR建設(shè)工程產(chǎn)品認(rèn)證
CABR建設(shè)工程產(chǎn)品認(rèn)證